la vibración

El término vibración se refiere a una oscilación mecánica alrededor de un punto de equilibrio. Las vibraciones representan un fenómeno indeseado en mecánica, ya que provocan la dispersión de energía y generan sonidos y ruidos no deseados. Además, las vibraciones pueden causar daños a la herramienta utilizada, a la maquinaria y a la pieza en proceso de fabricación.
La generación de ruidos y vibraciones está determinada por tres aspectos principales:
- La fijación de la pieza en la máquina-herramienta.
- La geometría de la herramienta
- La estrategia de mecanizado y la trayectoria de la herramienta
CONTROL DE VIBRACIONES
El enfoque básico para el control de las vibraciones en el mecanizado es aumentar la rigidez de los elementos del sistema. Para limitar los movimientos indeseados, es necesario que la máquina-herramienta esté construida con elementos estructurales rígidos y pesados, reforzados con cemento o otro material que absorba las vibraciones, como la fundición. Los cojinetes y las bocinas de la máquina deben tener tolerancias ajustadas y ser robustos.
Para maximizar la rigidez, una barra de mandrinado o de torneado debe ser lo más corta posible, pero lo suficientemente larga como para acceder a la profundidad del orificio o del componente. El diámetro de la barra de mandrinado debe ser el mayor permitido por el diámetro del orificio, garantizando, al mismo tiempo, una evacuación eficiente de las virutMientras se forman y se rompen las virutas, las fuerzas de corte aumentan y disminuyen. Estas variaciones se convierten en una fuente de vibraciones que, a su vez, pueden generar una resonancia en la frecuencia natural del portaherramientas o de la máquina, volviéndose autoalimentadas o incluso incrementándose. Otras fuentes de vibraciones son las herramientas desgastadas o aquellas que no realizan un corte lo suficientemente profundo. Estas situaciones provocan inestabilidad en el proceso o resonancia a la misma frecuencia natural del husillo o de la herramienta, generando vibraciones no deseadas.
Una barra de mandrinado larga o una sobresaliente longitud de la barra de torneado pueden causar vibraciones en la máquina. El enfoque básico para el control de las vibraciones implica el uso de herramientas cortas y rígidas. Cuanto mayor sea la relación entre la longitud de la barra y su diámetro, mayor será la probabilidad de que se produzcan vibraciones.
EL RETO DE CAMBIAR LA FRECUENCIA DE VIBRACIÓN

- Cambiar el saliente de una barra antivibratoria una vez su diámetro disminuirá la frecuencia de vibración aproximadamente un 30%.
- La frecuencia de vibración cambia significativamente al variar la relación entre la longitud expuesta y el diámetro.
- La situación real es mucho más compleja, ya que la estructura de la máquina también afecta a la frecuencia de vibración.
Los diferentes tipos de barras antivibración
Los distintos materiales de las barras ofrecen un comportamiento diferente. Las barras de acero son, por lo general, resistentes a las vibraciones hasta una relación de 4:1 (longitud:diámetro). Las barras de metal pesado, fabricadas con aleaciones de tungsteno, son más densas que el acero y pueden manejar relaciones L:D de hasta 6:1. Las barras de metal duro integral ofrecen una mayor rigidez y permiten alcanzar relaciones L:D de hasta 8:1. Sin embargo, este tipo de barras presenta la desventaja de un costo elevado, especialmente en barras de gran tamaño.
Una forma alternativa de abordar el problema de las vibraciones implica el uso de una barra con amortiguación ajustable. Esta herramienta está equipada con un amortiguador de masa resonante interna, diseñado para entrar en resonancia fuera de fase con respecto a las vibraciones no deseadas, absorber la energía y minimizar la amplitud de la vibración. El sistema STMD® de MAQ AB, por ejemplo, cuenta con un amortiguador de vibraciones autorregulable, compuesto por una masa de material de alta densidad suspendida dentro de la barra del portaherramientas mediante elementos de amortiguación axiales y radiales. El amortiguador de masa absorbe de forma inmediata la vibración cuando esta se transmite desde la herramienta de corte al cuerpo de la barra.
Un control activo de las vibraciones, más complejo y costoso, puede estar representado por dispositivos electrónicos capaces de detectar las vibraciones y por actuadores secundarios, también electrónicos, que generan un movimiento vibratorio en el portaherramientas para cancelar el movimiento no deseado inducido por el mecanizado.
Estrategia de mecanizado
Las piezas a mecanizar deben ser posicionadas con precisión y fijadas firmemente dentro de la máquina-herramienta. Los elementos de fijación deben ser diseñados teniendo en cuenta principalmente la simplicidad y rigidez, y deben ser colocados lo más cerca posible de las operaciones de corte. Desde el punto de vista de la pieza, las zonas con paredes finas, soldadas o no soportadas son propensas a vibraciones cuando se mecanizan. Estas paredes deberían ser rediseñadas para mejorar la rigidez.
Para reducir al mínimo las tendencias a las vibraciones, se pueden adoptar algunas estrategias de mecanizado:
- Usar un ángulo de registro grande y un ángulo de desbaste positivo.
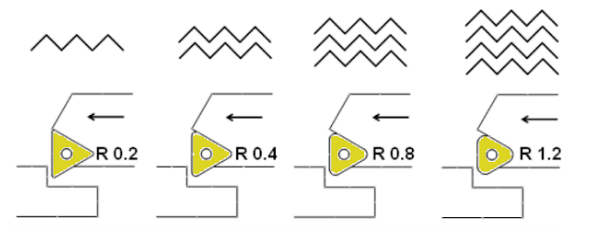
- Usar radios y ángulos de punta pequeños.
- Usar un insert positivo (por ejemplo, CCMT en lugar de CNMG).
- Usar una profundidad de corte mayor que el radio del insert.

Las fuerzas involucradas y los ángulos de registro
Una fuerza radial inferior permite obtener menor flexión radial y menos problemas de vibración.
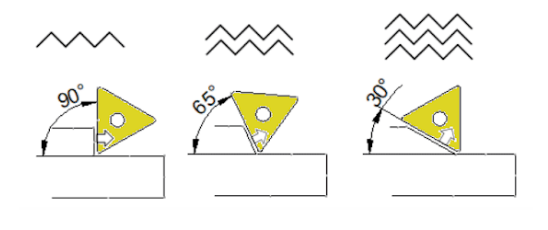
Para obtener resultados óptimos, es preferible usar una profundidad de corte radial superior al radio de punta cuando se utiliza un ángulo de registro de 90° (ángulo de ataque 0°). Si la profundidad de corte radial es inferior, un ángulo de registro de 45° ofrece los mismos resultados.
Redirigir las fuerzas puede ayudar a reducir la flexión:
Un ángulo de registro lo más cercano posible a 90° (ángulo de ataque 0°) maximiza la parte de la fuerza de avance que regresa de la pieza mecanizada en dirección axial. Una fuerza en dirección axial genera menos flexión de la herramienta en comparación con fuerzas iguales en dirección radial.
Para el torneado interno, el ángulo de registro nunca debe ser inferior a 75° (ángulo de ataque 15°).
Cuanto más positivo sea el ángulo de desbaste, menores serán las fuerzas de corte necesarias para trabajar la pieza. Menores fuerzas de corte significan menos flexión.
Menos fuerza en dirección radial genera menos flexión radial.
El mandrinado profundo se distingue de otras operaciones en que el filo de corte trabaja en el agujero a una distancia considerable respecto al punto de conexión con la máquina. El torneado interno profundo presenta condiciones similares, y ambas operaciones, mandrinado y torneado, pueden tener que trabajar en agujeros con cortes interrumpidos, como en el caso de alojamientos de bombas o compresores. La sobresaliente longitud de la herramienta está determinada por la profundidad del agujero y puede provocar la deflexión de la barra de mandrinado o de la herramienta de torneado cuando tiene una longitud extendida.
La flexión aumenta las fuerzas variables del proceso de corte y puede causar vibraciones y chatter que degradan la calidad de la superficie de la pieza, desgastan o rompen rápidamente las herramientas y dañan los componentes de las máquinas-herramienta, como los husillos. Las fuerzas variables provienen de los desequilibrios de los componentes de la máquina, la falta de rigidez del sistema o las vibraciones inducidas por los elementos del sistema. Las presiones de corte también cambian, ya que la herramienta experimenta ciclos de carga y descarga mientras las virutas se forman y se rompen. Los efectos negativos de las vibraciones incluyen un acabado superficial deficiente, dimensiones imprecisas del agujero, rápido desgaste de las herramientas, reducción de las tasas de eliminación de material, aumento de los costos de producción y daños a los portaherramientas y las máquinas-herramienta.
cómo reducir las vibraciones durante el mecanizado
1. Las geometrías positivas generan menos vibraciones

3. Un filo no desgastado genera menos vibraciones

2. Los radios de inserción pequeños generan menos vibraciones
4. Ángulos de ataque próximos a 90° para reducir las fuerzas radiales
tecnología de absorción autoajustable
La tecnología de amortiguadores de masa autoajustables (STMD, Self Tuning Mass Dumper) es la mejor tecnología disponible en el mercado actual. El concepto básico de “mass damper” es conocido desde hace años y se aplica en muchos sectores: rascacielos, puentes, herramientas, maquinaria, etc.
La innovación tecnológica introducida en el mercado por la empresa sueca MAQ-AB, que posee las patentes internacionales, radica en la capacidad del sistema para adaptarse a la frecuencia natural de vibración del conjunto máquina-herramienta. Esta frecuencia está determinada por numerosos factores (el tipo de suelo, el anclaje de la máquina-herramienta, el estado de desgaste de los cojinetes del husillo, las tolerancias de acoplamiento del sistema portaherramientas, etc.); dos máquinas idénticas, que montan la misma herramienta con la misma sobresaliente, tendrán frecuencias de vibración diferentes. Esta capacidad de adaptarse a la frecuencia de vibración permite que las herramientas MAQ-AB logren un rendimiento óptimo en cualquier configuración de la herramienta. Es decir, el usuario no necesita realizar ninguna calibración, y la herramienta siempre se comporta de la mejor manera, independientemente de la relación entre la longitud expuesta y el diámetro de la barra utilizada.
Gaspari Utensili es el distribuidor oficial de las barras antivibración MAQ-AB para Italia. Puedes encontrar el catálogo de las barras estándar en la sección de descargas del sitio web. Además, podemos fabricar barras especiales a medida, incluso de grandes dimensiones (hasta ø500 mm y longitud 10Xd), desarrolladas según un proyecto específico.
