the vibration

The term vibration refers to a mechanical oscillation around an equilibrium point. Vibrations are an undesirable phenomenon in mechanics; in fact, they cause energy dispersion and create unwanted sounds and noises. Vibration can also cause damage to the tool used, the machinery and the workpiece.
The generation of noise and vibration is determined by three main aspects:
- the fixture of the piece on the machine tool
- the geometry of the tool
- the machining strategy and tool path
VIBRATION CONTROL
The basic approach to vibration control in machining is to increase the stiffness of system elements. To limit unwanted movements, the machine tool must be built with rigid and heavy structural elements, reinforced with concrete or other material that absorbs vibrations such as cast iron. Machine bearings and bushings must have close tolerances and be robust.
To maximize rigidity, a boring or turning bar should be as short as possible, but long enough to access the depth of the hole or component. The diameter of the boring bar should be as large as allowed by the diameter of the hole, while still allowing efficient ‘evacuation of chips.
As the chips form and break, the cutting forces increase and decrease. These variations become a source of vibrations, which in turn can create a resonance on the natural frequency of the tool holder or machine, thus becoming self-powered or even increasing. Other sources of vibration are worn tools or tools that do not make a deep enough pass. These cause process instability or resonance at the same natural frequency as the spindle or tool generating unwanted vibrations.
A long boring bar or a large overhang of the turning bar can cause vibrations in the machine. The basic approach to vibration control involves the use of short, rigid tools. The greater the ratio of bar length to diameter, the greater the possibility of vibrations occurring.
THE CHALLENGE OF CHANGING THE VIBRATION FREQUENCY

- Changing the protrusion of an anti-vibration bar by a length equal to one time the diameter will decrease the vibration frequency by about 30 percent.
- The vibration frequency changes significantly as the ratio of exposed length to diameter changes.
- The real situation is much more complex in that the structure of the machine also affects the vibration frequency.
THE VARIOUS TYPES OF ANTI-VIBRATION BARS
The different materials of the bars offer different behavior. Steel bars are generally vibration resistant up to a 4: 1 bar ratio (length: diameter). Heavy metal bars, made from tungsten alloys, are denser than steel and can handle L:D ratios up to 6:1. Solid carbide bars offer increased stiffness and allow L: D ratios up to 8: 1. The latter type of bars, however, has the disadvantage of a high cost, especially on large bars.
An alternative way to tackle the vibration problem is to use an adjustable damping bar. This tool features an internal resonant mass damper designed to resonate out of phase with respect to unwanted vibration, absorb energy, and minimize vibration amplitude. MAQ AB’s STMD® system, for example, features a self-adjusting vibration damper consisting of a mass of high-density material suspended inside the toolholder bar via asso-radial damping elements. The mass damper immediately absorbs the vibration when it is transmitted from the cutting tool to the bar body.
An active vibration control, more complex and expensive, can be represented by electronic devices capable of detecting vibrations and by secondary actuators, also electronic, to produce a vibrational motion in the tool holder to cancel the unwanted motion induced by the machining.
PROCESSING STRATEGY
Workpieces to be machined must be accurately positioned and firmly clamped inside the machine tool. Clamping elements must be designed with primary concern for simplicity and rigidity, and they must also be positioned as close as possible to the cutting operations. From a part point of view, thin-walled, welded, or unsupported regions are subject to vibration when machined. These walls should be re-designed to improve stiffness.
To minimize the tendencies to vibrations, some machining strategies can be adopted:
- Use a large entering angle and a positive rake angle.
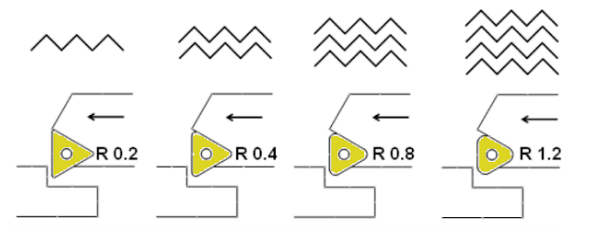
- Use small radii and corner angles.
- Use a positive insert (e.g. CCMT and not CNMG).
- Use a depth of cut that is larger than the insert radius.

The forces involved and the angles of registration
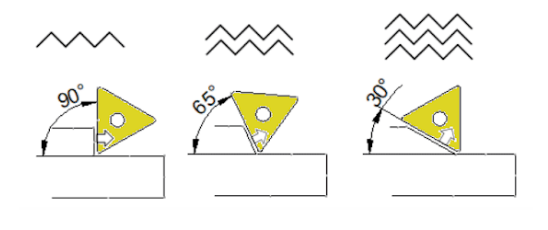
Less radial force results in less radial deflection and fewer vibration problems. For best results it is preferable to use a radial depth of cut greater than the nose radius when using a 90 ° entering angle (0 ° lead angle). If the radial depth of cut is smaller, a 45 ° entering angle gives the same results.
Redirecting forces can help reduce deflection:
An entering angle as close to 90 ° as possible (0 ° lead angle) maximizes the portion of the feed force returning from the machined workpiece in the axial direction. A force in the axial direction generates less tool deflection than equal forces in the radial direction.
For internal turning, the registration angle should never be less than 75° (angle of attack 15°).
The more positive the rake angle, the lower the shear forces required to machine the component. Lower cutting forces mean less deflection.
Less force in the radial direction results in less radial deflection.
Deep boring differs from other machining in that the cutting edge operates in the hole at a large distance from the connection to the machine. Deep internal turning has similar conditions and both of these operations, boring and turning, may have to machine holes with interrupted cuts, as is the case with pump or compressor housings. Tool overhang is dictated by hole depth and can cause deflection of the boring bar or extended-length turning tool.
Bending increases the varying forces of the cutting process and can cause vibrations and chatters that degrade the surface quality of the part, quickly wear or break tools, and damage machine tool components, such as spindles. Variable forces arise from imbalances of machine components, lack of system rigidity or induced vibrations of system elements. Cutting pressures also change as the tool undergoes loading and unloading cycles while chips form and break. Negative effects of vibration include poor surface finish, inaccurate hole sizes, rapid tool wear, reduced stock removal rates, increased manufacturing costs, and damage to tool holders and machine tools.
How to reduce vibration during processing
1. Positive geometries generate less vibration

3. A sharp, unworn cutting edge generates less vibration

2. Small insert radii generate less vibration
4. Angles of attack close to 90° to reduce radial forces
the self-tuning absorption technology
The self-tuning harmonic absorber technology (STMD from the English Self Tuning Mass Dumper ) is the best technology on the market today. The basic concept of “mass damper” has been known for years and applied in many sectors: skyscrapers, bridges, tools, machinery, etc …
The technological innovation brought to the market by the Swedish company MAQ-AB, which holds international patents, lies in the system’s ability to adapt to the natural vibration frequency of the machine-tool assembly. This frequency is in fact dictated by innumerable factors (the type of floor, the anchoring of the machine tool, the state of wear of the spindle bearings, the coupling tolerances of the tool holder system …); two identical machines, which mount the same tool at the same projection, will certainly have different vibration frequencies. This ability to adapt to the vibration frequency allows MAQ-AB tools to achieve optimal performance at any tool exposure. That is, the user does not have to make any calibration and the tool always behaves in the best way, regardless of the relationship between the exposed length and the diameter of the bar used.
Gaspari Utensili is the official distributor of MAQ-AB anti-vibration bars for Italy, you can find the catalog of standard bars in the download section of the site. We can also make special bars on request, even of large dimensions (up to ø500 mm and length 10Xd), developed on a specific project.
