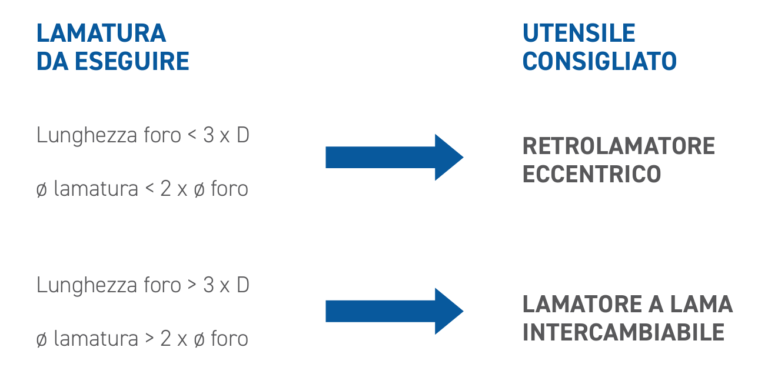


This type of tool allows you to enter a hole from the front and perform a facing machining with a calibrated diameter on the opposite face of the piece.. The tool is single-edged and can be in solid hard metal or mechanically fixed.
To use the eccentric back loom , the use of a numerically controlled machine is recommended. In fact, this allows to simplify the centering operations on the hole.
For this type of tools Gaspari Utensili has developed a catalog of special products obtained from semi-finished products ready in stock. This allows you to request a special eccentric backhoe, specific for your spot bore, with delivery in 1 week . You can find the corresponding catalog in the download section of the site.