la vibration

Le terme vibration désigne une oscillation mécanique autour d’un point d’équilibre. Les vibrations représentent un phénomène indésirable en mécanique ; elles provoquent en effet une dissipation d’énergie et génèrent des bruits et des sons non souhaités. Les vibrations peuvent également causer des dommages à l’outil utilisé, à la machine et à la pièce en cours de fabrication.
La génération de bruits et de vibrations est déterminée par trois aspects principaux :
- le montage de la pièce sur la machine-outil
- La géométrie de l’outil
- la stratégie de fabrication et le parcours de l’outil
Le contrôle des vibrations
1. L’approche de base pour le contrôle des vibrations dans l’usinage est l’augmentation de la rigidité des éléments du système. Pour limiter les mouvements indésirables, il est nécessaire que la machine-outil soit construite avec des éléments structurels rigides et lourds, renforcés avec du béton ou d’autres matériaux absorbant les vibrations, comme la fonte par exemple. Les roulements et les douilles de la machine doivent avoir des tolérances serrées et être robustes.
2. Pour maximiser la rigidité, une barre de perçage ou de tournage doit être aussi courte que possible, tout en étant suffisamment longue pour accéder à la profondeur du trou ou du composant. Le diamètre de la barre de perçage doit être le plus grand possible, tout en étant compatible avec le diamètre du trou, permettant ainsi une évacuation efficace des copeaux.
3. Lorsque les copeaux se forment et se cassent, les forces de coupe augmentent et diminuent. Ces variations deviennent une source de vibrations, qui à leur tour peuvent créer une résonance à la fréquence propre du porte-outil ou de la machine, devenant ainsi auto-entretenues ou même amplifiées. D’autres sources de vibrations sont les outils usés ou ceux qui ne réalisent pas une passe suffisamment profonde. Ceux-ci provoquent une instabilité du processus ou une résonance à la même fréquence naturelle de la broche ou de l’outil, générant ainsi des vibrations indésirables.
4. Une barre de perçage longue ou un excès de portée de la barre de tournage peuvent provoquer des vibrations dans la machine. L’approche de base pour le contrôle des vibrations consiste à utiliser des outils courts et rigides. Plus le rapport entre la longueur de la barre et le diamètre est élevé, plus la probabilité que des vibrations se produisent est grande.
LE DÉFI DE LA MODIFICATION DE LA FRÉQUENCE DE VIBRATION

- Si l’on multiplie la saillie d’une barre antivibrations par une fois son diamètre, la fréquence des vibrations diminuera d’environ 30 %.
- La fréquence de vibration change de manière significative lorsque le rapport entre la longueur exposée et le diamètre change.
- La situation réelle est beaucoup plus complexe, car la structure de la machine influe également sur la fréquence des vibrations.
Les différentes types de barres anti-vibrations
Les différents matériaux des barres offrent un comportement différent. Les barres en acier sont généralement résistantes aux vibrations jusqu’à un rapport de 4:1 (longueur:diamètre). Les barres en métal lourd, fabriquées à partir d’alliages de tungstène, sont plus denses que l’acier et peuvent supporter des rapports L:D allant jusqu’à 6:1. Les barres en carbure monobloc offrent une plus grande rigidité et permettent des rapports L:D allant jusqu’à 8:1. Toutefois, ce dernier type de barre présente l’inconvénient d’un coût élevé, notamment pour les barres de grande taille.
Une méthode alternative pour résoudre le problème des vibrations consiste à utiliser une barre à amortissement réglable. Cet outil présente un amortisseur à masse résonante interne, conçu pour entrer en résonance en déphasage par rapport aux vibrations indésirables, absorber l’énergie et minimiser l’amplitude de la vibration. Le système STMD® de MAQ AB, par exemple, intègre un amortisseur de vibrations auto-régulant composé d’une masse en matériau à haute densité suspendue à l’intérieur de la barre du porte-outil par des éléments amortisseurs axo-radiaux. L’amortisseur de masse absorbe immédiatement la vibration lorsqu’elle est transmise de l’outil de coupe au corps de la barre.
Un contrôle actif des vibrations, plus complexe et coûteux, peut être réalisé par des dispositifs électroniques capables de détecter les vibrations et par des actionneurs secondaires, également électroniques, pour produire un mouvement vibratoire dans le porte-outil afin d’annuler celui indésirable induit par l’usinage.
Stratégie d’usinage
Les pièces à usiner doivent être positionnées avec précision et solidement fixées à l’intérieur de la machine-outil. Les éléments de fixation doivent être conçus en tenant compte avant tout de la simplicité et de la rigidité, et doivent être placés aussi près que possible des zones de coupe. Du point de vue de la pièce, les régions avec des parois fines, les zones soudées ou non supportées sont susceptibles de vibrer lors de l’usinage. Ces parois devraient être redessinées pour améliorer la rigidité.
Pour minimiser les tendances aux vibrations, certaines stratégies d’usinage peuvent être adoptées :
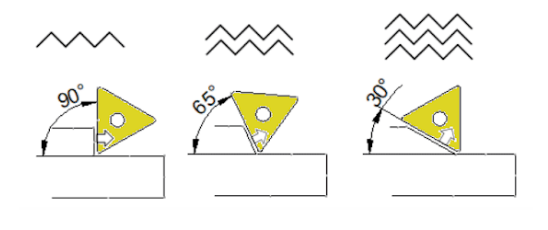
- Utiliser un grand angle de réglage et un angle de dépouille positif.
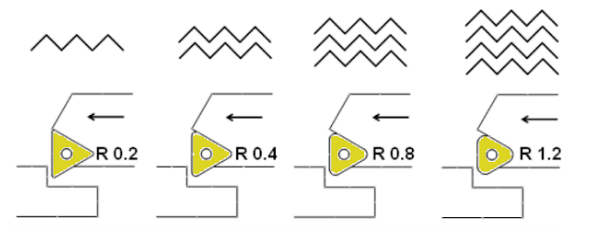
- Utiliser de petits rayons et angles de pointe.
- Utiliser un insert positif (par exemple CCMT et non CNMG).
- Utiliser une profondeur de coupe supérieure au rayon de l’insert.

Les forces en jeu et les angles de réglage
· Une force radiale inférieure permet de réduire la flexion radiale et les problèmes de vibration. Pour obtenir des résultats optimaux, il est préférable d’utiliser une profondeur de coupe radiale supérieure au rayon de la pointe lorsqu’un angle de réglage de 90° (angle d’attaque de 0°) est utilisé. Si la profondeur de coupe radiale est inférieure, un angle de réglage de 45° donne les mêmes résultats.
· Rediriger les forces peut permettre de réduire la flexion :
· Un angle de réglage aussi proche que possible de 90° (angle d’attaque de 0°) maximise la part de la force d’avance qui revient de la pièce usinée en direction axiale. Une force en direction axiale génère moins de flexion de l’outil par rapport à des forces égales en direction radiale.
· Pour le tournage intérieur, l’angle de réglage ne doit jamais être inférieur à 75° (angle d’attaque de 15°).
· Plus l’angle de dépouille est positif, moins les forces de coupe nécessaires pour usiner le composant seront élevées. Moins de forces de coupe signifient moins de flexion.
· Moins de force en direction radiale génère moins de flexion radiale.
· Le perçage profond se distingue des autres opérations car l’outil agit dans le trou à une grande distance par rapport à la connexion avec la machine. Le tournage intérieur profond présente des conditions similaires et ces deux opérations, le perçage et le tournage, peuvent être amenées à travailler sur des trous avec des coupures interrompues, comme dans le cas des logements de pompes ou de compresseurs. La portée de l’outil est déterminée par la profondeur du trou et peut provoquer la déflexion de la barre de perçage ou de l’outil de tournage lorsqu’il est étendu.
La flexion augmente les forces variables du processus de coupe et peut provoquer des vibrations et des vibrations indésirables (chatter) qui dégradent la qualité de la surface de la pièce, usent ou cassent rapidement les outils et endommagent les composants des machines-outils, tels que les broches. Les forces variables proviennent des déséquilibres des composants de la machine, du manque de rigidité du système ou des vibrations induites par les éléments du système. Les pressions de coupe changent également, car l’outil subit des cycles de charge et de décharge à mesure que les copeaux se forment et se cassent. Les effets négatifs des vibrations comprennent une mauvaise finition de surface, des dimensions de trou imprécises, une usure rapide des outils, une réduction des taux d’enlèvement, une augmentation des coûts de production, des dommages aux porte-outils et aux machines-outils.
comment réduire les vibrations pendant l'usinage
1. Les géométries positives génèrent moins de vibrations

3. Un tranchant affûté et non usé génère moins de vibrations.

2. Les petits rayons des plaquettes génèrent moins de vibrations
4. Angles d’attaque proches de 90° pour réduire les forces radiales
La technologie d’absorption auto-accordée
La technologie d’amortisseur harmonique auto-accordé (STMD, de l’anglais Self Tuning Mass Damper) est la meilleure technologie disponible sur le marché à ce jour. Le concept de base du “mass damper” est connu depuis des années et appliqué dans de nombreux secteurs : gratte-ciel, ponts, outils, machines, etc.
L’innovation technologique apportée par l’entreprise suédoise MAQ-AB, qui détient les brevets internationaux, réside dans la capacité du système à s’adapter à la fréquence naturelle de vibration de l’ensemble machine-outil. Cette fréquence est en effet dictée par de nombreux facteurs (le type de sol, l’ancrage de la machine-outil, l’état d’usure des roulements de broche, les tolérances d’ajustement du système porte-outil, etc.); deux machines identiques, équipées du même outil avec la même portée, auront des fréquences de vibration différentes. Cette capacité à s’adapter à la fréquence de vibration permet aux outils MAQ-AB d’obtenir des performances optimales quelle que soit l’exposition de l’outil. En d’autres termes, l’utilisateur n’a pas besoin de faire un réglage, et l’outil se comporte toujours de la meilleure manière, indépendamment du rapport entre la longueur exposée et le diamètre de la barre utilisée.
Gaspari Utensili est distributeur officiel des barres anti-vibrations MAQ-AB pour l’Italie. Vous pouvez trouver le catalogue des barres standard dans la section de téléchargement du site. Nous pouvons également réaliser des barres spéciales sur demande, même de grandes dimensions (jusqu’à ø500 mm et longueur 10Xd), développées sur projet spécifique.
