BACK SPOT FACING
Back-facing is a calibrated facing process performed around a hole. This machining is carried out “in pull”, ie the spindle of the machine tool moves away from the piece during the work phase. The surface that is generated on the piece is generally used as a support for a washer , so that this has a flat contact surface. The orthogonality of the counterbore with the hole guarantees maximum tightness of the screw acting on the washer.
Not all back counter bores can be performed with the same strategy. In fact, it is necessary to choose the most suitable tool taking into account the relationship between the diameter of the hole and its length.
For holes whose maximum length is three times the diameter (3xD) and whose counterbore is less than double the diameter of the hole, the eccentric back -hammer is used. On the other hand, when the counterbore exceeds the diameter of the hole by at least double or the length of the hole is greater than 3xD, the counterblades with interchangeable blades are used.
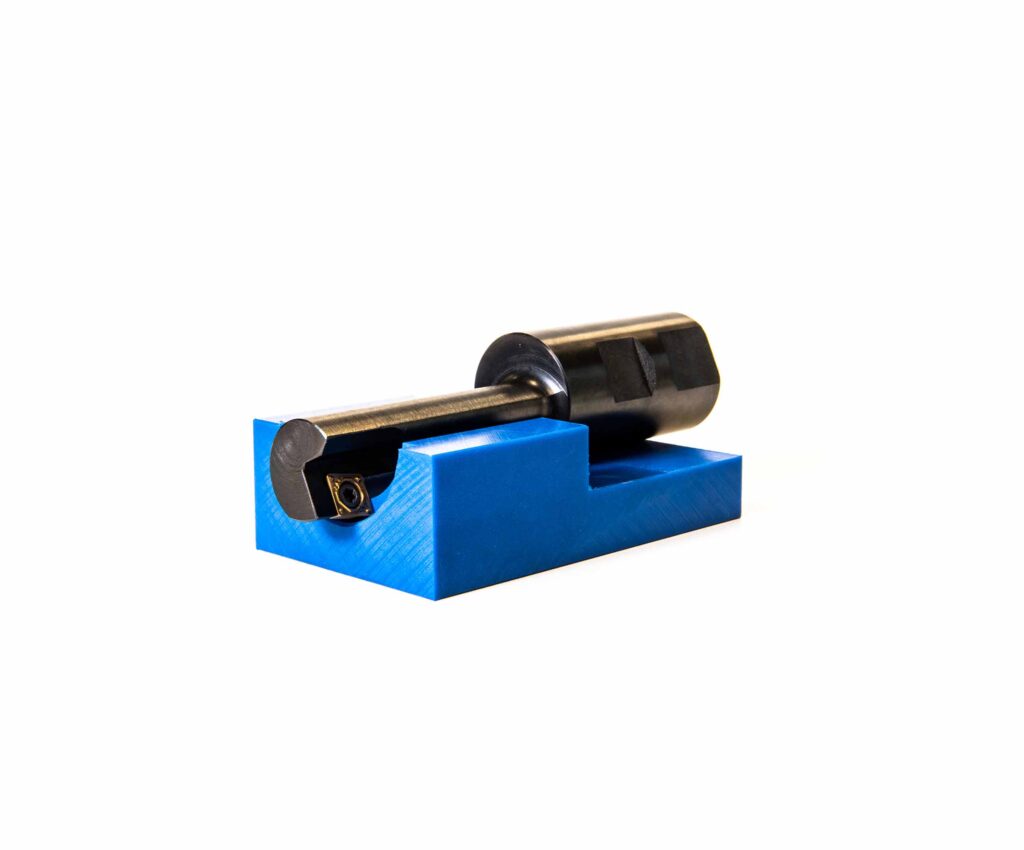
eccentric back stop facing
This type of tool allows you to enter a hole from the front and perform a facing machining with a calibrated diameter on the opposite face of the piece . The tool is single-edged and can be in solid carbide or mechanically fixed.
To use the eccentric back loom , the use of a numerically controlled machine is recommended . In fact, this allows to simplify the centering operations on the hole. In the image we see a diagram of the work cycle necessary to perform a back-grinding with an eccentric tool.
As a preparatory step, the cutting edge must be oriented to zero (spindle orientation = 0). At this point the tool must be moved to the left by the measure deriving from the following formula: counterbore diameter minus hole diameter divided by two. This will allow the cutting edge of the tool to line up with the hole . It is now possible to enter the hole vertically until it passes the back face of the piece with the cutting edge. Now you can bring the spindle into axis with the hole and activate the clockwise rotation of the spindle M3 and activate the coolant M8. Now perform the back-grinding by advancing the cutting edge towards the workpiece to the desired size. Once the machining is finished, disengage the tool and orient the spindle to the zero position. Now to be able to exit the hole you have to go left to the same position used in the entry phase.
For this type of tools Gaspari Utensili has developed a catalog of special products obtained from semi-finished products ready in stock. This allows you to request a special eccentric backhoe, specific for your counterbore, with reduced delivery times. You can find the corresponding catalog in the download section of the site.
interchangeable blade laminator
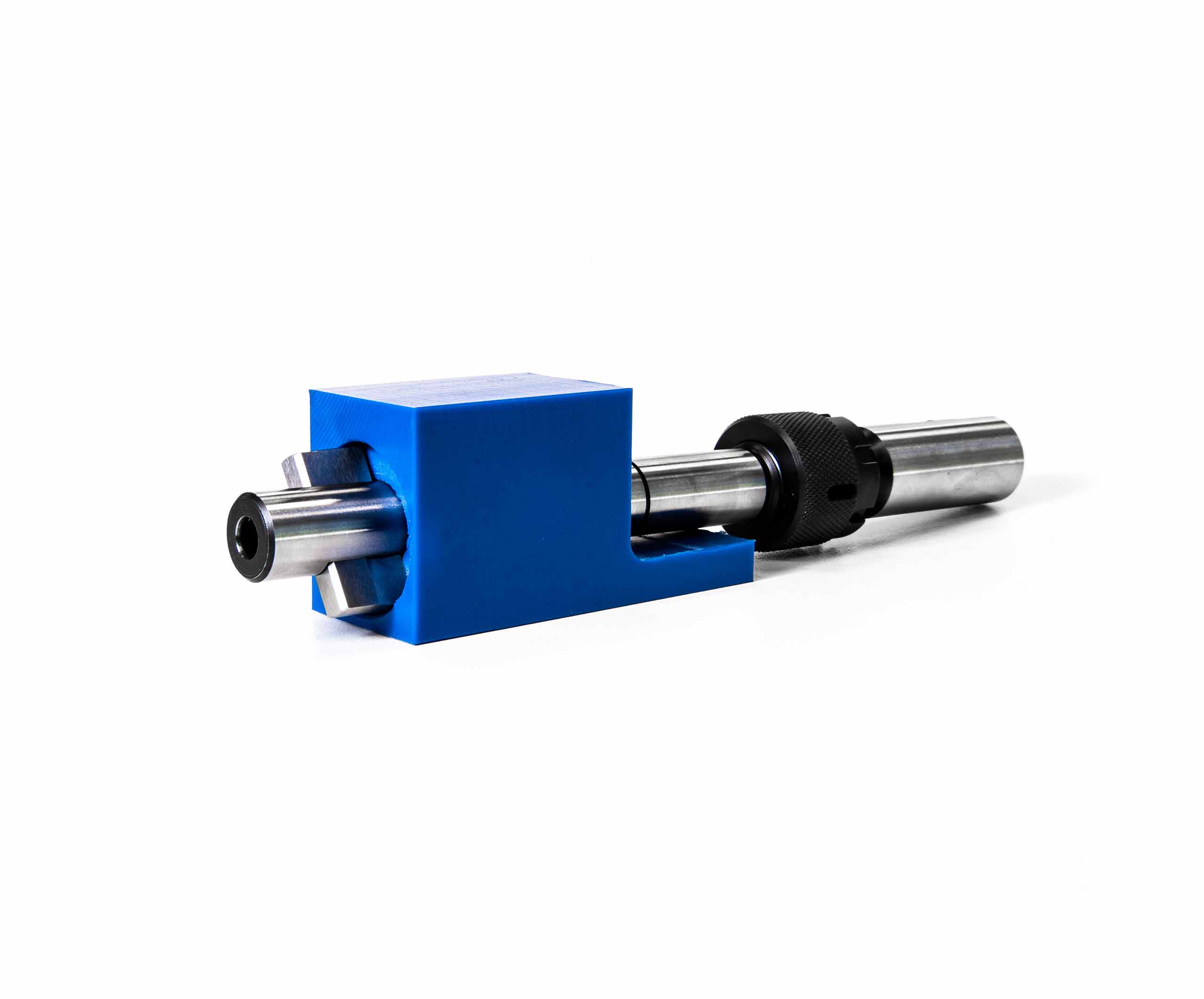
This type of tool can be used both on CNC machines and on manually operated machines . The processing requires the operator to act manually in assembling and disassembling the blade from the support. The latter in fact consists of a cylindrical shaft at the end of which there is a rectangular slot, inside which the blade is located. The cutting blade , generally made of HSS, is mounted once the shaft has come out of the hole to be machined at the rear . The blade is locked in its centering seat by means of a threaded ring nut. Now the operator can start the spindle and counterbore the piece. After machining, the blade must be removed from its support before the shaft can be extracted from the hole.
This type of tool has no length limits , as the shaft can be guided into the hole by a guide bush . It is a strategy often used in the machining of large counterbores due to the low cost of this technology.
For this type of tools Gaspari Utensili has developed a catalog of special products obtained from semi-finished products ready in stock. This allows you to request a special counterbore with interchangeable blades, specific for your counterbore, with reduced delivery times. You can find the corresponding catalog in the download section of the site.